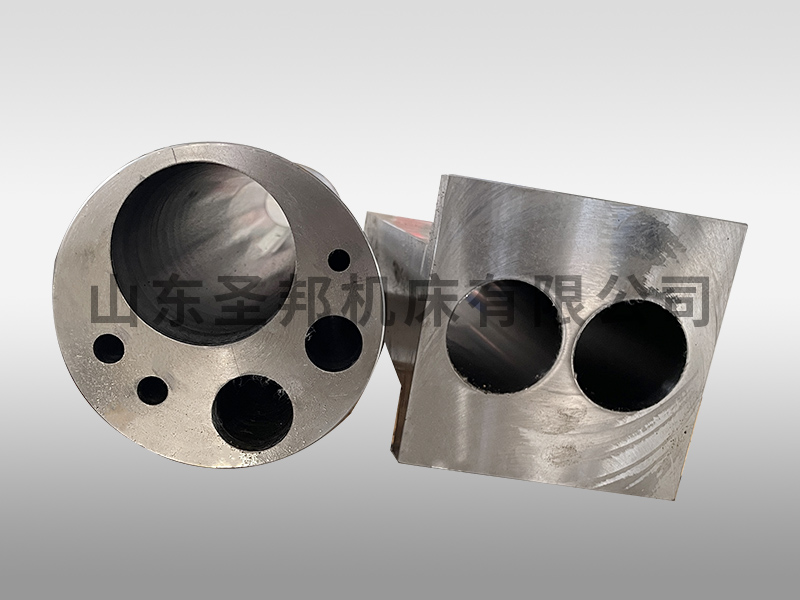
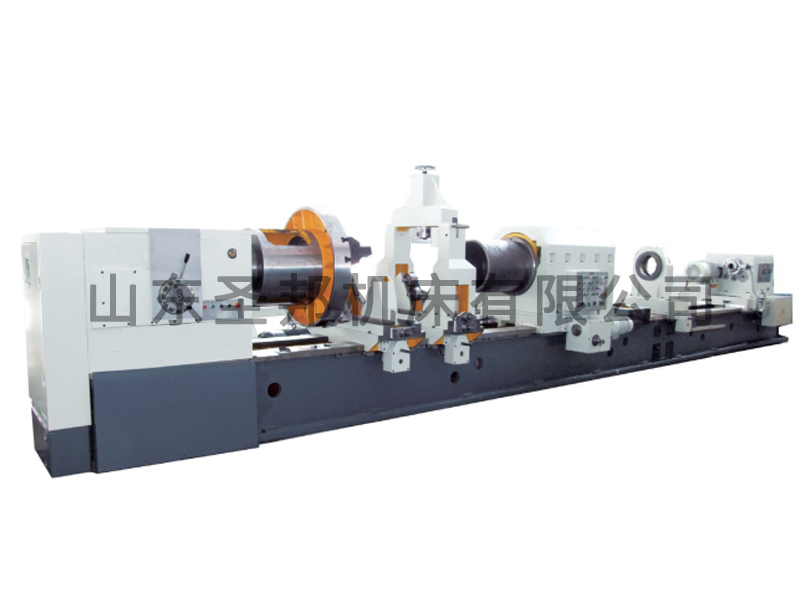
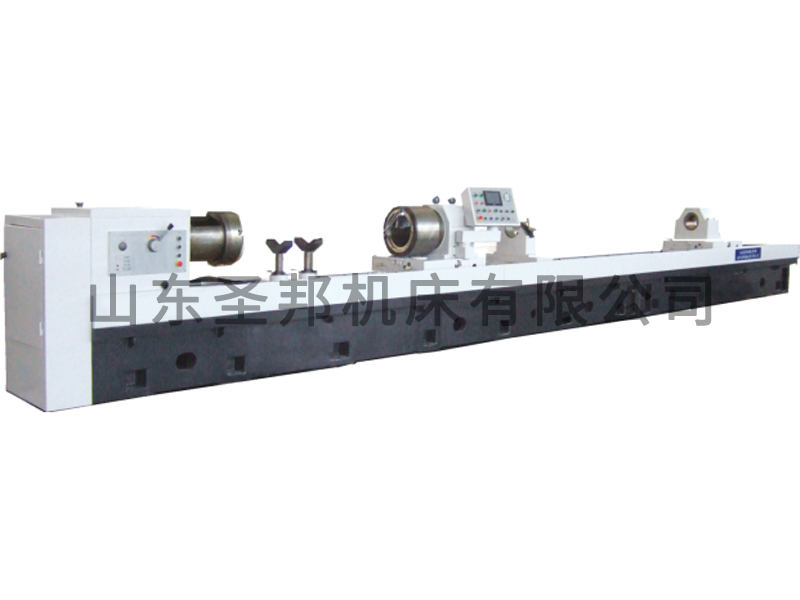
深孔钻头加工专门是用于加工深孔的钻头,一般在机械加工中把孔深与孔径之比大于6的孔称为深孔,在深孔加工方面刀杆细长刚性差,冷却困难切屑难排。因为刀具在孔内切削,切削状况和刀具磨损无法调查。

对于深孔钻头加工的办法分为以下几个步骤:直径3~20mm用枪孔钻、直径20~65mm用高压内排屑深孔钻或用喷吸钻,也可用可转位刀片交织齿深孔钻。
深孔钻头加工专门是用于加工深孔的钻头,一般在机械加工中把孔深与孔径之比大于6的孔称为深孔,在深孔加工方面刀杆细长刚性差,冷却困难切屑难排。因为刀具在孔内切削,切削状况和刀具磨损无法调查。