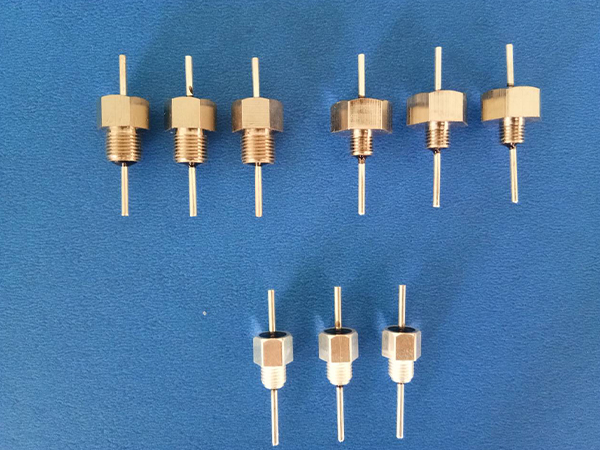
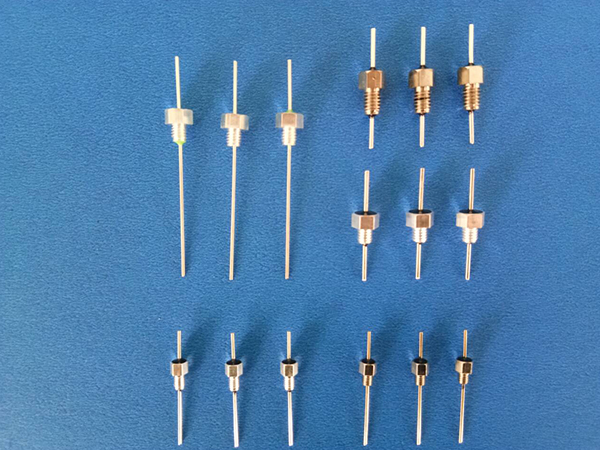
安装螺纹型穿越式滤波器
安装旋转力—在将滤波器安装到隔板或面板时应使用相对外壳推荐的安装旋转力。这点很重要。否则,由于外壳的变形可以引起里面电容器损坏。当安装到螺纹孔,*大安装扭转力应采用推荐给用螺母的 50% 。
安装工具—六角形的滤波器应用合适的套管工个安装。圆形的采用以下方法(不能用钳子工具来安装,以免破坏滤波器)。
顶部带开槽的圆形滤波器打用简单专用工具旋进螺纹孔。
接地—为了确保滤波器的正常工作,滤波器的外壳必须足够连接到面板的地,从而为干扰提供有效通路。不推荐采用粘合剂锁定,如果要使用,则应该在滤波器安装完毕后才使用。
*小板厚—用户应该注意到有时穿心电容在螺纹和壳体的安装边缘之间有退刀槽。当装进板内的厚度小于这个退刀槽的长度时,螺纹孔的紧密配合与滤波器的定位方面便会产生问题。
因此,在可能的情况下,面板的厚度都应该大于这个退刀槽的长度。
*大板厚—这指标用做确保包括使用垫片的情况下,螺母能完全齿。
安装直接焊接穿越式滤波器
焊接过程应该控制到滤波器不会受到突变热冲击导致内部陶瓷电容破裂。
预热升温时速度保持在 2 ℃ /秒。实际上,在乎于不同基板和元件,在1.5 ~4℃/秒范围内都有成功焊接的例子。
焊接前采用均热区是很有用的。这样使基板温度均匀而不致于变形。在冷却时,任何基板变
形恢复会产生损坏滤波器的应力。
焊接材料可 SN60 , SN62 或相近类型。
焊接时间应该减到*低,并温度应该控制到不超过250 ℃(适合于焊接式穿心系列)。冷却至室温应采用自然冷却。让焊接点的温差应力逐松弛,避免气流冷却。强**流冷却会带来温差损害,焊接后马上用冷液体清洁会使陶瓷电容破坏。
接线端焊接
无论是螺装型或直接焊接型,将导针焊接时都应该注意以下各点:
烙铁端的温度不宜超过 300 ℃,焊接材料时间*长 3~5秒,尽减小热冲击破坏电容的危险
焊接材料可 SN60 , SN62 或相近类型。
在焊接点与壳体之间尽可能用散热器,特别在焊接时间较长的情况尤其重要。
导针的弯曲的修剪
滤波器导针的弯曲不应在环氧密封的 4mm 之内进行,修剪导针时应把导针支撑起。